Технологические карты 7,62-мм самозарядной снайперской винтовки Драгунова (СВД)
Замена крышки с возвратным механизмом и щитка
1. Произвести полную разборку винтовки.
2. Отделить от новой крышки 13 возвратный механизм и присоединить крышку к коробке со стволом 22. При необходимости опилить передний конец крышки так, чтобы крышка присоединялась с небольшим усилием, при этом крышка должна охватывать коробку.
3. Проверить зазор между вырезами на переднем конце крышки и нижним кольцом 74 (рис. 16). Зазор должен быть 0,5 – 1,5 мм. При зазоре менее 0,5 мм опилить бархатным напильником вырезы на переднем торце крышки до получения зазора 0,5 – 1,5 мм. При этом углы вырезов скруглить радиусом 3 мм, а углы выступов притупить радиусом 1 мм.
Рис. 16. Подгонка крышки и щитка:
7 – приклад; 11 – задний вкладыш; 12 – чека крышки; 13 – крышка с возвратным механизмом; 14 – коробка; 74 – нижнее кольцо с пружиной; 62 – щиток
4. По копоти проверить прилегание заднего вкладыша 11 крышки к задней стенке коробки 14. Прилегание должно быть не менее 50% поверхности. При прилегании менее 50% опилить бархатным напильником задний торец вкладыша крышки, а полозки вкладыша обработать шабером.
5. Закрепить крышку чекой 12 крышки, чека крышки должна повертываться с заметным усилием. При большом усилии обработать выемку во вкладыше крышки, обеспечив поворот чеки с заметным натягом, при этом между задним концом крышки и коробкой должен быть зазор.
6. Проверить прилегание крышки к коробке. Допускаются зазоры до 0,5 мм по всему периметру крышки. При зазоре более 0,5 мм выправить крышку, обеспечив свободное перемещение рамы.
7. Присоединить раму 21 и проверить, нет ли трения рамы о крышку коробки. Трение не допускается; касание, не препятствующее свободному ходу рамы, допускается. Проверку производить при отжатии рамы за рукоятку вверх, а крышки вниз, но только в пределах свободного перемещения, без деформации крышки. При трении рукоятки рамы о ребро выреза крышки зачистить ребро до устранения трения.
8. По копоти проверить прилегание заднего торца рамы к вкладышу крышки. Прилегание должно быть не менее 50% поверхности. При прилегании менее 50% опилить бархатным напильником задний торец рамы.
9. Присоединить к коробке щиток 82, конец оси щитка не должен выступать за наружную плоскость стенки коробки, утопание допускается. При выступании конца оси обработать его заподлицо со стенкой коробки и снять фаску 0,5х45°.
10. Поставить щиток в крайнее верхнее положение так, чтобы сосок щитка вошел в соответствующий выем на коробке. Контур щитка должен совпадать с контуром крышки. Если контуры не совпадают, припилить ребро крышки. Зазор между щитком и крышкой допускается до 1 мм. Перевести щиток из одного положения в другое и обратно. Щиток должен перемещаться только от усилия пальцев руки и не должен проскакивать через конец штифта останова затвора. Щиток не должен находить или заходить под крышку коробки. После пригонки крышки острые кромки притупить.
11. Снять крышку и присоединить к ней возвратный механизм.
12. Снять щиток. Присоединить к коробке ударно-спусковой механизм 83 и закрепить его щитком. Качка ударно-спускового механизма не допускается.
13. Выполнить проверки и работы по карте Замена ударно-спускового механизма, его деталей и магазина, пп. 6 и 7.
14. Собрать винтовку и испытать стрельбой работу ее механизмов.
Замена приклада
1. Произвести полную разборку винтовки.
2. Вывинтить шуруп 86 и отделить розетку 85. Вывинтить соединительный винт 87 приклада и шуруп 84 и отделить приклад 7.
3. Прочистить резьбу метчиком М6 в отверстии коробки 14.
4. Подогнать по месту новый приклад без шаткости с заметным натягом по рис. 17. При этом между прикладом, предохранительной скобой и задним торцом коробки 14 должны быть зазоры не менее 0,5 мм. При зазоре менее 0,5 мм подрезать приклад до получения зазора 0,5–1,5 мм. Утопание дерева над металлическими частями допускается до 0,5 мм, выступание не допускается. Между упором приклада и стенкой коробки местные зазоры не допускаются.
Рис. 17. Подгонка приклада:
7 - приклад; 13 - крышка с возвратным механизмом; 84 - шуруп; 87 - соединительный винт; 88 - пружинная шайба
5. Присоединить приклад и закрепить его соединительным винтом с шайбой 88. Выступание конца винта допускается до 0,5 мм, утопание не допускается.
6. Сверлом диаметром 3,7 мм просверлить гнездо для шурупа на глубину 35 мм. Ввинтить шуруп.
7. Зачистить места обработки приклада и лакировать их.
8. Кернить соединительный винт приклада в торец в двух точках.
9. При использовании старого приклада и несовпадении отверстия в коробке с отверстием под шуруп в прикладе рассверлить в прикладе гнездо для пробки диаметром 10 мм на глубину 40 мм, изготовить березовую пробку диаметром 10 мм и длиной 40 мм, поставить ее на клею ВИАМ-Б3 в гнездо и обработать заподлицо. Подогнать приклад, как указано в пп. 4-8.
10. При использовании старого усохшего приклада обработать боковые плоскости упора приклада до размеров 32 и 28 мм, поставить березовые наклейки с двух сторон и обработать их по рис. 18. Подогнать приклад, как указано в пп. 4-8.
Рис. 18. Обработка торца усохшего приклада
11. Присоединить розетку и закрепить ее шурупом.
12. Собрать винтовку.
Замена газового регулятора, газовой трубки, газового поршня и толкателя
1. Произвести полную разборку винтовки.
2. Вставить в газовый регулятор 41 газовую трубку 40. Газовый регулятор должен провертываться на газовой трубке от усилия руки. Разрешается применять гильзу или патрон.
3. Навинтить на патрубок газовой каморы 45 газовую трубку. Газовая трубка должна навинчиваться от усилия пальцев руки, на последних витках разрешается применение ключа. Защелка 42 газовой трубки под действием своей пружины 44 должна заходить в паз газовой трубки и надежно удерживать газовую трубку от свинчивания с патрубка газовой каморы. Для обеспечения вхождения защелки в паз газовой трубки опилить бархатным напильником передний торец газовой трубки. При необходимости заменить пружину защелки.
4. Для замены пружины защелки необходимо выбить ось 43 защелки газовой трубки, заменить негодную пружину, присоединить защелку с ее пружиной и закрепить их осью по рис. 19. Утопленная защелка под действием своей пружины должна энергично возвращаться в исходное положение. Развальцевать конец оси защелки.
Рис. 19. Постановка оси защелки газовой трубки:
42 - защелка газовой трубки; 43 - ось защелки: 44 - пружина защелки
5. Вставить в газовую трубку газовый поршень 39. Проверить диаметральный зазор между газовой трубкой и газовым поршнем, который должен быть не более 0,15 мм, при зазоре более 0,15 мм подобрать другой газовый поршень.
6. Отделить подобранный газовый поршень. Надеть на задний конец толкателя 31 его пружину 30, ввести передний конец толкателя в канал газовой трубки, поджать пружину толкателя и ввести задний конец толкателя с пружиной в канал прицельной колодки 29. Отжать толкатель назад (вниз), отвести его передний конец в сторону, вставить в газовую трубку подобранный газовый поршень, продвинув его вперед до отказа, а передний конец толкателя ввести в гнездо газового поршня. При крайнем переднем положении газового поршня и отжатом до отказа назад (вниз) толкателе между ними должен быть зазор. При отсутствии зазора опилить личным напильником передний конец толкателя (см. рис. 47) до получения зазора 0,5 мм.
7. Присоединить раму 21 и дослать ее вперед до отказа, при этом между рамой и толкателем должен быть зазор не менее 0,1 мм. При зазоре менее 0,1 мм опилить бархатным напильником задний торец толкателя (см. рис. 47) до получения зазора 0,1-1 мм.
8. Собрать винтовку и испытать стрельбой работу ее механизмов.
Замена ударно-спускового механизма, его деталей и магазина
Проверить собранный ударно-спусковой механизм 83.
1. Нажать на головку взведенного курка 57 сверху до отказа и резко отпустить ее. Срыв курка с автоспуска 63 не допускается. При срыве курка обработать короткое плечо автоспуска и взвод курка по рис. 20.
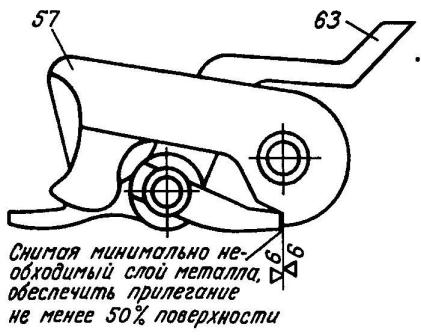
Рис. 20. Обработка курка и автоспуска:
57 - курок; 63 - автоспуск
2. Поставить курок на автоспуск и проверить зазор между шепталом 65 и передним концом тяги 66 спускового крючка (размер А по рис. 21). Зазор должен быть. При отсутствии зазора обработать передний конец тяги до получения зазора 0,05-0,15 мм.
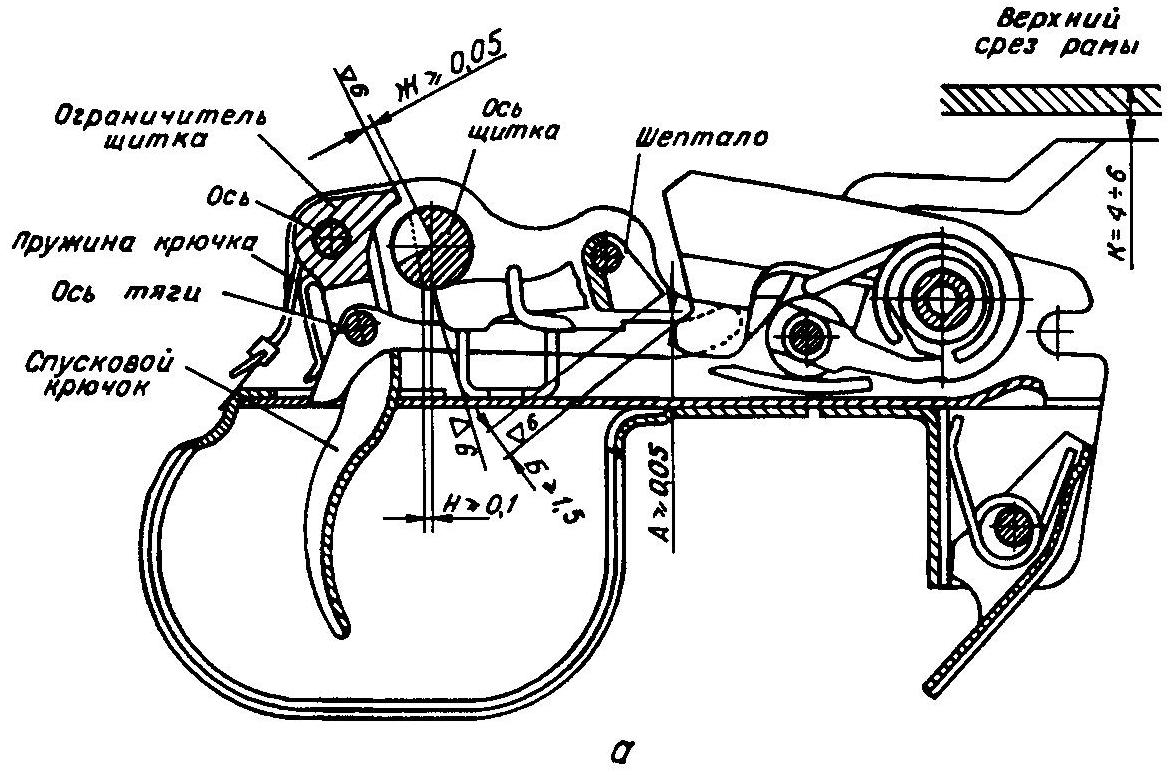
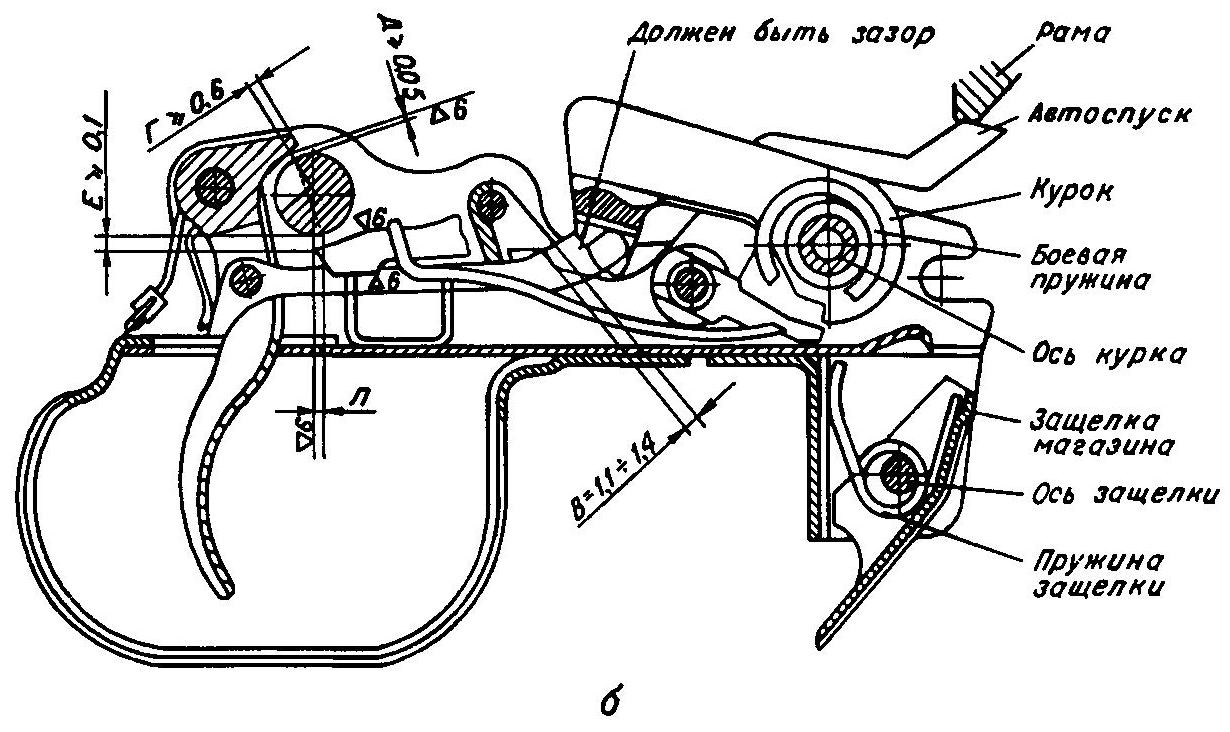
Рис. 21. Схема ударно-спускового механизма:
а — курок на автоспуске; б — курок на шептале
3. Проверить зазор между шепталом и боевым взводом курка, поставленного на автоспуск (размер Б). Зазор должен быть не менее 1,5 мм. При зазоре менее 1,5 мм опилить курок.
4. Спустить курок с автоспуска. Проверить перекрытие боевого взвода курка шепталом (размер В). Перекрытие должно быть не менее 0,8 мм. При перекрытии менее 0,8 мм обработать нижнюю плоскость плеча шептала до получения перекрытия 1,1-1,8 мм. При этом тяга должна прилегать к шепталу, а между головкой тяги и дном паза в головке курка должен быть зазор.
5. Присоединить ударно-спусковой механизм к коробке 14 и закрепить его щитком 82. Качка ударно-спускового механизма не допускается. При качке подогнуть заднюю кромку корпуса 70, обеспечив прилегание кромки к коробке со стволом по всей длине.
6. Установить щиток в верхнее положение ПРЕДОХРАНИТЕЛЬ.
а) Проверить перекрытие головки спускового крючка осью щитка (размер Г). Перекрытие должно быть не менее 0,6 мм. При перекрытии менее 0,6 мм заменить спусковой крючок 68 с тягой.
б) Проверить зазор между головкой спускового крючка и осью щитка (размер Д). Зазор должен быть не менее 0,05 мм. При зазоре менее 0,05 мм обработать головку спускового крючка до получения зазора 0,05 мм.
в) Проверить перекрытие плеча шептала осью щитка (размер Л). Перекрытие должно быть.
г) Проверить зазор между осью предохранителя и плечом шептала (размер Е). Зазор должен быть не менее 0,1 мм. При зазоре менее 0,1 мм опилить шептало до получения зазора 0,1-0,4 мм. При зазоре более 0,4 мм заменить шептало.
д) При курке, поставленном на боевой взвод, спустить курок с автоспуска и нажать на хвост спускового крючка, спуск курка с боевого взвода не допускается.
7. Установить щиток в нижнее положение.
а) Проверить зазор между головкой спускового крючка и осью щитка (размер Ж). Зазор должен быть не менее 0,05 мм. При зазоре менее 0,05 мм обработать торец головки спускового крючка до получения зазора 0,05-0,3 мм.
б) Проверить зазор между торцом плеча шептала и пазом в оси щитка (размер И). Зазор должен быть не менее 0,1 мм. При зазоре менее 0,1 мм обработать торец плеча шептала до получения зазора 0,1 мм.
8. Поставить курок на автоспуск. Проверить расстояние от верхнего среза коробки до верхнего конца длинного плеча автоспуска (размер К.). Расстояние должно быть 4–6 мм. При расстоянии менее 4 мм опилить верхний конец длинного плеча автоспуска до получения размера К=4 – 6 мм.
9. Присоединить раму 21 к коробке и проверить спуск курка с автоспуска. При недоходе рамы в крайнее переднее положение на 6,5 мм курок должен удерживаться автоспуском, при недоходе рамы в крайнее переднее положение на 1,5 мм курок не должен удерживаться автоспуском. При раннем спуске опилить заднюю грань верхнего конца длинного плеча автоспуска. При позднем спуске курка с автоспуска подобрать другой автоспуск, обеспечив своевременно спуск курка с автоспуска, как указано в п. 8.
10. Спустить курок с боевого взвода и отвести раму назад до отказа. При этом головка курка должна вывести из-за зацепления тягу спускового крючка с шепталом, а курок должен сначала стать на шептало, а затем на автоспуск.
11. Нажать на спусковой крючок до отказа и дослать раму вперед до упора в коробку. Рама должна снять курок с автоспуска. Курок должен удерживаться шепталом. Освободить спусковой крючок. Спусковой крючок должен возвратиться в исходное положение, зацеп тяги спускового крючка стать перед гранью шептала, а тяга должна прижиматься (прилегать) к шепталу.
12. Нажать на спусковой крючок до отказа. Спуск курка с боевого взвода (с шептала) должен происходить при недоходе спускового крючка в крайнее заднее положение на 10 мм, при этом должен быть свободный ход спускового крючка. При позднем спуске заменить тягу спускового крючка, после замены тяги развальцевать конец оси 69 тяги по рис. 7 и проверить по п. 2.
13. Присоединить магазин 80.
а) Проверить качку магазина на защелке 62 магазина. Качка магазина на защелке допускается до 1 мм. При качке магазина более 1 мм заменить защелку и подогнать ее без качки, как указано в гл. 2, п. 20 «б».
б) Отжимая магазин влево и вправо, проверить перемещение рамы с затвором. Рама с затвором должна перемещаться над магазином свободно, без трения о магазин.
в) Снарядить магазин десятью учебными патронами и проверить подачу патронов. Задержки не допускаются. По израсходованию последнего патрона затвор должен задержаться в заднем положении на останове 17 затвора.
г) Отделить магазин, отвести раму немного назад и отпустить ее. Останов затвора должен опускаться вниз, а затвор прийти в крайнее переднее положение.
14. При замене курка выполнить проверки и работы, указанные в пп. 1, 2, 3, 4, 8, 9, 10, 11, 12.
15. При замене автоспуска выполнить проверки и работы, указанные в пп. 1, 2, 3, 8, 9, 10, 11.
16. При замене шептала выполнить проверки и работы, указанные в пп. 3, 4, 6, 7, 10, 11, 12.
17. При замене спускового крючка выполнить проверки и работы, указанные в пп. 2, 6, 7, 10, 11, 12.
18. При замене пружины 71 крючка проверить усилие спуска курка с боевого взвода, которое должно быть в пределах 1–1,5 кг.
19. При замене осей 59 и 64 спускового механизма проверить вращение на них закрепляемых деталей. Детали должны вращаться на осях под действием собственного веса. Проверка производится при снятых деталях.
20. После замены ударно-спускового механизма или его отдельных деталей собрать винтовку и испытать стрельбой работу ее механизмов.
Замена затвора и его деталей
1. Произвести полную разборку винтовки.
2. Подобрать к раме 21 новый затвор 55 так, чтобы затвор своим ведущим выступом свободно входил в фигурный паз рамы и перемещался в ней от собственного веса, при этом касание верхней плоскости ромбика затвора о дно паза рамы не допускается, а винтовые поверхности ромбика должны прилегать к фигурному пазу затвора не менее чем на 1/3 высоты ромбика (рис. 22).
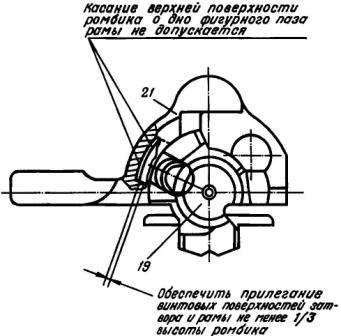
Рис. 22. Соединение затвора с рамой: 19 - затвор в сборе: 21 - рама
3. Вставить раму с затвором в коробку 14 и проверить их перемещение. Рама с затвором должна свободно под действием собственного веса перемещаться в коробке. Отжать вправо до отказа раму с затвором и проверить перекрытие отражателем паза чашечки затвора. Отражатель должен перекрывать чашечку затвора не менее 0,6 мм. При перекрытии менее 0,6 мм подобрать другой затвор.
4. Присоединить к винтовке ударно-спусковой механизм 83, закрепить его щитком 82, присоединить магазин 80. Отжимая магазин вправо и влево, вверх и вниз, проверить перемещение затворной рамы с затвором. Рама с затвором должна перемещаться над магазином свободно, без трения о магазин. Отделить магазин, раму с затвором и ударно-спусковой механизм.
5. Опилить скос АБ на левом боевом выступе затвора (рис. 23) так, чтобы начало поворота затвора по винтовому скосу сухаря было при зазоре между пеньком ствола и торцом затвора в пределах 3,4-3,8 мм и чтобы прилегание скоса на боевом выступе к винтовому скосу сухаря было по ширине не менее 1 мм.
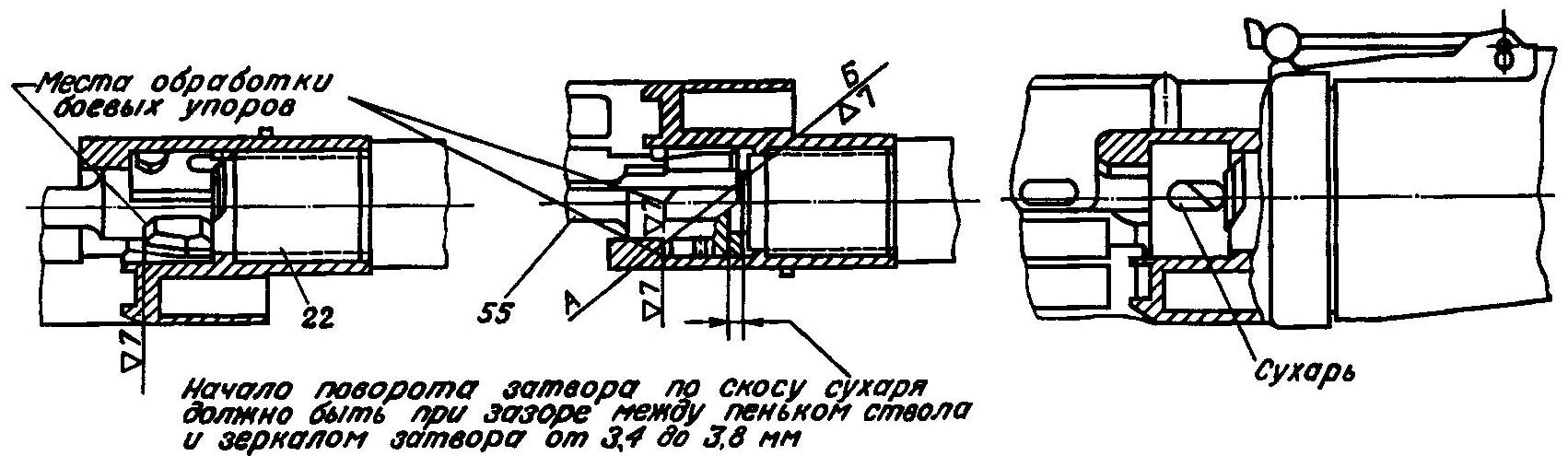
22 — ствол с коробкой; 55 — затвор
Прилегание определяется по отпечатку копоти на левом боевом выступе затвора, а зазор в пределах 3,4–3,8 мм определяется с помощью вставок толщиной 3,4 и 3,8 мм (рис. 30), прокладываемых между пеньком ствола и торцом затвора. При постановке вставки толщиной 3,8 мм скос затвора не должен касаться скоса на сухаре, а при постановке вставки толщиной 3,4 мм должен касаться, что проверяется по копоти (подгонку производить при снятом выбрасывателе).
6. Пригнать поверхности боевых упоров затвора по копоти так, чтобы прилегание их к боевым уступам ствольной коробки было не менее 60% опорных площадок, при этом затвор должен крыть калибр-шашку К-4 (1,625 мм) при усилии не более 20 кг (определяется по отсутствию зазора между передним срезом рамы и коробкой) и не должен крыть калибр-шашку К-5 (1,702 мм) при усилии не менее 30 кг.
7. Проверить, нет ли перекоса затвора. Для этого вставить в патронник ствола гильзу, закрыть затвор, вставить в ствол стержень, присоединить струбцину (рис. 24) и прижать струбциной затвор к боевым уступам ствольной коробки. В этом случае рама должна перемещаться под действием собственного веса на участке свободного хода. Если рама свободно не пере мещается, выяснить причину перекоса и устранить ее, выполнив работы, указанные в п. 6.
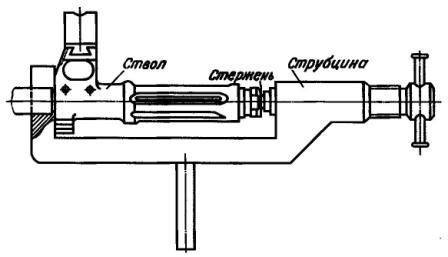
Рис. 24. Схема установки струбцины
8. При необходимости для обеспечения прохождения затвора над боевыми уступами коробки опилить ребра выступов затвора.
9. Присоединить к затвору 55 выбрасыватель 51 с пружиной 53 и закрепить их осью 52.
а) Проверить калибром К-7 высоту зацепа выбрасывателя над дном чашечки затвора. Высота зацепа выбрасывателя должна быть в пределах 1,9-2,15 мм.
б) Проверить, нет ли при закрытом затворе касания выбрасывателя о пенек ствола 32. При вставленной гильзе или учебном патроне касание выбрасывателя о пенек ствола не допускается. При касании опилить бархатным напильником места касания на выбрасывателе.
10. Присоединить к затвору ударник 56 и закрепить его штифтом 54. Штифт ударника должен вставляться с заметным усилием.
а) Проверить перемещение ударника в затворе. Ударник должен перемещаться в затворе под действием собственного веса. При затирании подобрать другой ударник. При сдвинутом вперед ударнике задний конец ударника должен утопать за задний торец затвора, при сдвинутом назад ударнике боек должен утопать в отверстии дна чашечки.
б) Поставить затвор торцом на стальную плиту и калибром К-3 проверить выход бойка над дном чашечки затвора. Выход бойка должен быть в пределах 1,4-1,6 мм. При выходе бойка более 1,6 мм опилить бархатным напильником задний торец ударника, при выходе бойка менее 1,4 мм подобрать другой ударник.
11. Собрать винтовку и испытать стрельбой работу ее механизмов.
Замена накладок
1. Подобрать накладки 33 и 34 по длине, разность допускается до 0,5 мм.
2. Обработать задние наконечники накладок так, чтобы обеспечивалось свободное вхождение наконечников в нижнее кольцо 74 и чтобы заклепка 73 пружины не касалась накладок.
3. Присоединить накладки к стволу 22 с коробкой. Они должны присоединяться с заметным усилием и упруго перемещаться вдоль ствола не менее 0,5 мм.
4. При тугом присоединении снять передний наконечник накладки и опилить торец накладки, обеспечив упругое перемещение накладки относительно ствола на 0,5-1,0 мм. Надеть передний наконечник накладки.
5. Присоединить накладки, закрепить их верхним кольцом 38 и повернуть перо чеки 37 кольца (рис. 25). Чека кольца должна вращаться от усилия пальцев руки и удерживаться в рабочем положении, при необходимости подогнуть пружинную часть чеки.
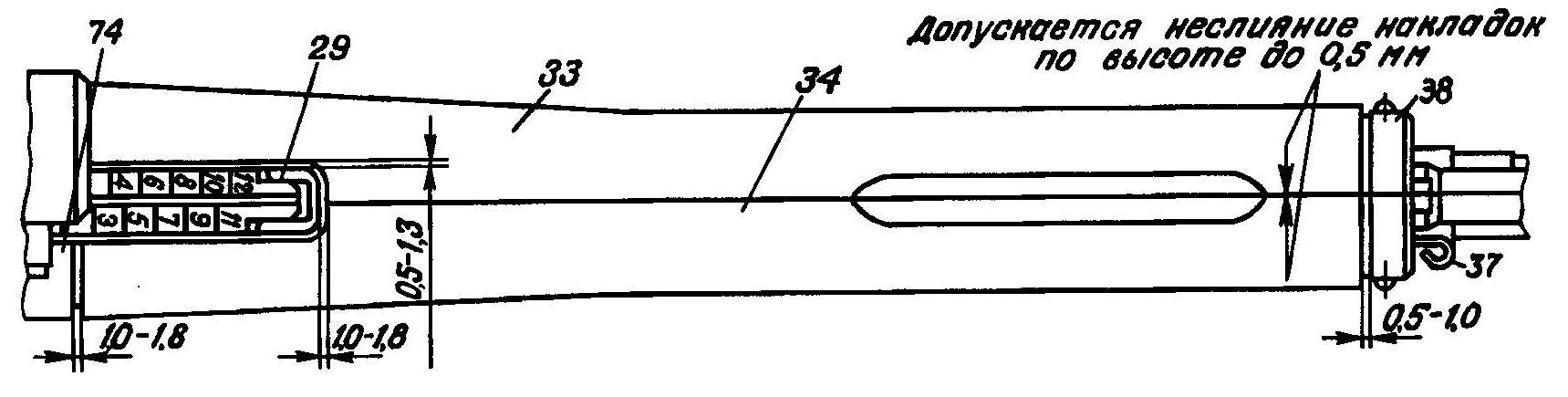
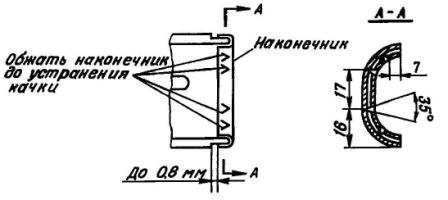
Рис. 25. Подгонка ствольных накладок:
29 - прицельная колодка; 33 - левая накладка в сборе; 34 - правая накладка в сборе; 37 - чека кольца; 38 - верхнее кольцо в сборе; 74 - нижнее кольцо с пружиной
6. Проверить:
а) слияние контуров накладок, неслияние допускается до 0,5 мм, при большем неслиянии опилить выступающие части накладок заподлицо;
б) зазор между деревянными частями накладок и верхним кольцом должен быть 0,5-1,0 мм, а зазор между деревянными частями накладок и нижним кольцом – 1,0-1,8 мм, при меньших зазорах опилить уступы накладок, большие зазоры допускаются;
в) зазор между передним торцом прицельной колодки и накладками должен быть 1,0-1,8 мм, а зазор между боковыми сторонами прицельной колодки и ствольными накладками – 0,5-1,3 мм, при меньших зазорах опилить накладки, большие зазоры допускаются;
г) утопание ребер задних концов накладок относительно секторов прицела должно быть не менее 1,0 мм, при утопании менее 1,0 мм опилить ребра накладок до получения утопания 1,0-1,5 мм;
д) относительное упругое перемещение накладок должно быть не менее 0,5 мм, при затирании накладок зачистить места затирания между накладками, а также между накладками и верхним и нижним кольцами ствола; между накладками зазоры допускаются.
7. Закрепить передние наконечники на накладках по рис. 25.
Замена рукоятки штыка-ножа
Необходимые материалы и оборудование
1. Смола Э-40 МГТУ УХП № 295–59.
2. Полиэтиленполиамин СТУ 49-2529–62.
3. Растворитель 646 ГОСТ 5630–51.
4. Ацетон технический ГОСТ 2768–60.
5. Шкаф вытяжной.
6. Термостат с температурой нагрева 40–200°.
7. Весы технические с разновесами грузоподъемностью 200 г.
8. Бюретка 25–50 мл.
9. Ванночки металлические.
10. Салфетки обтирочные.
11. Марля гигроскопическая.
12. Плашка Мб.
13. Метчик М5.
Приготовление клея
1. Клей готовится небольшими количествами, так как время его пригодности не более 40 мин, поэтому готовить клей необходимо непосредственно перед употреблением.
2. В металлическую ванночку отвешивается 5г смолы Э-40, и в неё вливается из бюретки 0,75 см3 отвердителя (полиэтиленполиамина). Смола с отвердителем перемешивается до получения однородной массы светло-коричневого цвета.
3. Если смола густая и плохо перемешивается с отвердителем, то, прежде чем вливать отвердитель, смолу подогреть до температуры 40 –60° С или добавить к ней 5 – 20 весовых частей ацетона и тщательно перемешать.
4. Иногда из-за попадания влаги в полнэтиленполиамин клей белеет. В этом случае полиэтиленполиамин необходимо просушить при температуре 100°С в течение 2 ч.
5. Оставшийся неиспользованный клей должен быть немедленно удален из ванночки растворителем, так как после отвердения масса теряет способность растворяться в любых растворителях. Остатки клея нужно выжечь, после чего ванночку очистить до металлического блеска.
Подготовка штыка-ножа
1. Нагреть штык-нож 96 в термостате до температуры 140 – 180° С в течение 20 – 30 мин, вытолкнуть стержень 98 и снять рукоятку 99 с хвостовика лезвия 94 согласно рис. 26.
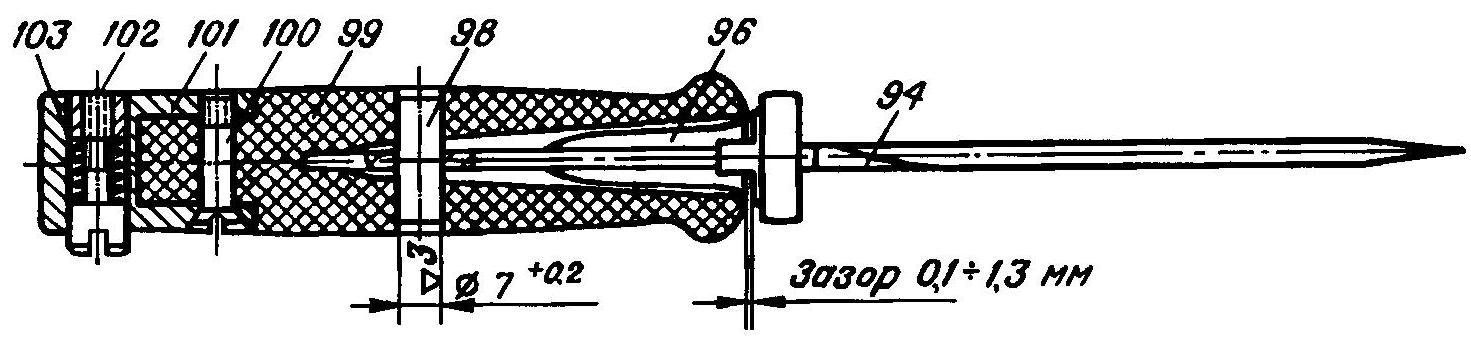
Рис. 26. Замена рукоятки штыка-ножа:
94 - лезвие в сборе; 96 - штык-нож в сборе; 98 - стержень; 99 - рукоятка штыка-ножа; 100 - винт; 101 - нако нечник; 102 - винт защелки; 103 - пружина защелки
2. Вывинтить винт 100 из наконечника 101.
3. Удалить остатки клея с хвостовика лезвия, наконечника и винта. Остатки клея удаляются шабером и металлической щеткой.
4. Прочистить резьбу на винте плашкой М5 и в наконечнике метчиком М5.
5. Проверить работу защелки. Утопленный, а затем отпущенный винт 102 защелки под действием пружины 103 должен энергично возвращаться в исходное положение.
6. По отверстию в лезвии разметить в рукоятке и просверлить отверстие диаметром 7 мм так, чтобы между кольцом лезвия и торцом рукоятки был зазор не более 1,3 мм.
7. Присоединить лезвие к рукоятке и закрепить его пробкой (стержнем), при этом между торцом рукоятки и кольцом лезвия должен быть зазор не менее 0,1 мм; при отсутствии зазора опилить торец рукоятки до получения зазора 0,1-1,3 мм. Выступание торцов стержня за плоскость рукоятки не допускается, утопание допускается. При выступании опилить торец стержня заподлицо с гнездом в рукоятке.
Склеивание
1. Хвостовик лезвия, винт, стержень, углубление в наконечнике, выступ на рукоятке, отверстие в рукоятке и гнездо в рукоятке для хвостовика лезвия тщательно обезжирить. Обезжиривание производится марлевым тампоном, смоченным растворителем 646, с последующей просушкой в течение 10 мин.
2. Углубление в наконечнике обильно смазать клеем с помощью деревянной лопатки.
3. Присоединить к рукоятке наконечник и закрепить его винтом, предварительно смазав клеем резьбовую часть. Сразу же после закрепления наконечника кер-нить винт в двух точках. Избыток клея удалить с поверхности наконечника и рукоятки деревянной лопаткой и салфеткой, смоченной ружейной смазкой.
4. На расстоянии 20-25 мм от кольца и до конца на боковые плоскости хвостовика лезвия деревянной лопаткой обильно нанести клей, вставить лезвие в рукоятку так, чтобы защелка была расположена со стороны острой кромки лезвия, смазать стержень клеем и вставить его в отверстие рукоятки так, чтобы его концы не выступали над ручкой. Стержень запрессовывать деревянной оправкой.
5. Избыток клея с поверхности кольца удалить деревянной лопаткой и промасленной салфеткой, а с рукоятки удалить шабером после полного высыхания клея.
6. Просушить собранный штык-нож при комнатной температуре в течение 24 ч (до полного отвердевания клея).
7. Удалить шабером с наружных поверхностей избытки клея.
Контроль качества
1. Собранный и просушенный штык-нож должен удовлетворять следующим требованиям:
– выступание торцов стержня за плоскости рукоятки не допускается;
– между кольцом лезвия и передним торцом рукоятки должен быть зазор;
– лезвие в рукоятке должно иметь незначительное упругое боковое перемещение, при отсутствии такого перемещения легко происходит излом лезвия в рукоятке у кольца;
– защелка под действием пальца руки и своей пружины должна перемещаться без затирания.
2. Проверить штык-нож с ножной надеванием на винтовку и, если при этом окажется, что рукоятка где-то затирает, места затирания подчистить бархатным напильником.
Хранение материалов
Смола и отвердитель должны храниться в стеклянной или алюминиевой герметически закрывающейся посуде в сухом помещении при комнатной температуре. Смолу хранить на свету запрещается.
Меры безопасности
1. В помещении для сборки необходимо иметь вентиляцию и достаточную освещенность.
Приготовление клея должно производиться в вытяжном шкафу или в хорошо проветриваемом помещении в защитных очках. При работе с клеем и его компонентами необходимо предупреждать попадание их на кожу. При попадании на кожу работающего необходимо удалить следы клея или его компонентов марлевым тампоном, а затем обмыть водой с мылом.
2. После работы и перед приемом пищи руки протирать салфетками или марлевым тампоном и мыть теплой водой с мылом.
Замена рамы
1. Отделить от винтовки прицел, магазин 80, крышку 13 с возвратным механизмом, затвор с рамой 20 и ударно-спусковой механизм 83. Отделить от крышки возвратный механизм.
2. Присоединить новую раму 21 без затвора 19 к коробке 14. Рама должна перемещаться под действием собственного веса, при затирании рамы подчистить ее в местах затирания.
3. Проверить зазор между головкой заклепки отражателя и рамой, который должен быть не менее 0,05 мм, при зазоре менее 0,05 мм обработать головку заклепки.
4. По копоти проверить прилегание переднего торца рамы к коробке. Прилегание должно быть не менее 50% поверхности. При прилегании менее 50% опилить бархатным напильником стенку рамы. При этом между рамой и прицельной колодкой 29 должен быть зазор не менее 0,1 мм. При зазоре менее 0,1 мм опилить бархатным напильником передний торец рамы в местах прилегания к прицельной колодке до получения зазора 0,1-0,3 мм.
5. Присоединить крышку без возвратного механизма к коробке и проверить по копоти прилегание заднего торца рамы к заднему вкладышу 11 крышки. Прилегание должно быть не менее 50% поверхностей. При прилегании менее 50% опилить бархатным напильником задний торец рамы.
6. Проверить трение рукоятки рамы о крышку. При проверке раму необходимо отжимать вверх, а крышку отжимать вниз, но только в пределах свободного перемещения, без деформации крышки.
Трение рукоятки рамы о крышку не допускается; касание, не препятствующее свободному ходу рамы, допускается. При трении обработать ребро крышки до устранения трения.
7. Отделить от коробки крышку и раму и присоединить к раме затвор. Затвор должен присоединяться к раме свободно и свободно в ней перемещаться. При этом касание ромбика затвора о дно фигурного паза рамы не допускается, а винтовые поверхности ромбика должны прилегать к фигурному пазу затвора не менее 1/3 высоты ромбика (рис. 22). При затирании обработать затвор бархатным напильником в местах затирания.
8. Присоединить раму с затвором к коробке и с помощью струбцины и стержня (рис. 24) прижать затвор к боевым уступам коробки и проверить перемещение рамы.
Рама в пределах свободного хода должна перемещаться под действием собственного веса.
9. Присоединить к коробке ударно-спусковой механизм и закрепить его щитком 82.
10. Выполнить проверки, а при необходимости и работы, указанные в карте Замена ударно-спускового механизма, его деталей и магазина, п. 9.
11. Отжать вправо до отказа раму с затвором и проверить перекрытие отражателем паза чашечки затвора. Отражатель должен перекрывать чашечку не менее 0,6 мм. При перекрытии менее 0,6 мм подобрать новый затвор по карте Замена затвора и его деталей.
12. Присоединить к крышке возвратный механизм и собрать винтовку.
13. Вставить в винтовку магазин и, отжимая его вправо и влево, проверить перемещение рамы с затвором. Рама с затвором должна перемещаться над магазином свободно, без трения о магазин.
14. Снарядить магазин десятью учебными патронами, присоединить магазин к винтовке и проверить подачу патронов из магазина в патронник ствола, отжимая попеременно магазин вправо, влево, вверх и вниз.
15. Испытать стрельбой работу механизмов винтовки.
Замена оптического прицела
1. Отвести рукоятку зажима прицела в заднее положение и присоединить прицел к ствольной коробке.
Кронштейн прицела должен свободно или с небольшим усилием находить на выступы ствольной коробки.
2. При тугом присоединении прицела снять прицел, утопить зажим прицела, свинтить регулировочную гайку на 2-3 щелчка и присоединить прицел к ствольной коробке.
3. Повернуть рукоятку зажима вперед до отказа. При этом рукоятка должна в конце повертываться с заметным натягом, а зацеп рукоятки должен заскочить за выступ корпуса прицела. Прицел не должен иметь качки.
4. При качке прицела или отсутствии натяга снять прицел, утопить зажим прицела и навинтить регулировочную гайку на 1-2 щелчка до получения заметного натяга в конце поворота рукоятки зажима прицела. При сильном натяге свинтить на 1-2 щелчка гайку прицела. Присоединить прицел к ствольной коробке.
5. Проверить зазор между лампочкой прицела и крышкой ствольной коробки, зазор должен быть не менее 1 мм. При зазоре менее 1 мм подобрать другой прицел.
6. Произвести выверку прицела, как указано в НСД 7,62 - мм снайперская винтовка Драгунова (СВД).
7. После выверки прицела проверить запас на выверку.
Красные риски на маховичке боковых поправок и на маховичке прицеливания должны совпадать с красными рисками на соответствующих шкалах, отклонение допускается до 8 делений в любую сторону.
8. Записать номер прицела в формуляре винтовки.